Introduction and overview of the 320-hour high pressure oil seal test
Kalsi Engineering has been performing high pressure oil seal tests directed at increasing the pressure capacity of washpipe assemblies, hydraulic swivels, and similar rotary applications. In a test we completed on May 6, 2019, a pair of 4.500” oil seals were tested at 120 rpm while retaining an ISO 68 viscosity grade oil that was maintained at 9,500 to 9,800 psi and 100 to 120°F. We ended the test at 320 hours because the operating goal had been exceeded.
The configuration of the oil seals that were tested
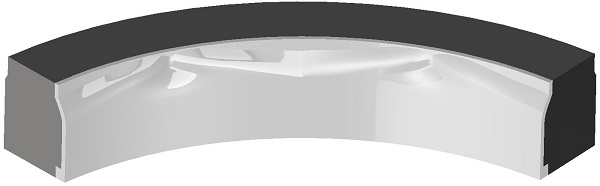
The test seals were PN 750-1-318 Plastic Lined™ oil seals (Figure 1). They were manufactured using an advanced patent-pending method that improves the moldability of the stiff plastic material layer that is needed for sealing extremely high oil pressure. The seals incorporate our new “Super-Wide” lip width, which is significantly wider than the lip of the highest-performing previous generation of high-pressure oil seals. This was the inaugural run of these “Super-Wide” Plastic Lined Seals™, and as expected they provided significantly longer life. The previous generation oil seal only lasted about 120 hours under the same operating conditions.
The “Super-Wide” PN 750-1-318 oil seal design incorporates our Enhanced Lubrication™ hydrodynamic waves. These waves pump a thin film of oil into the dynamic sealing interface during rotation, which reduces friction, heat, and wear. The hydrodynamic pumping related leak rate per seal was about 5 ml/hour.
The high-pressure test setup and testing observations
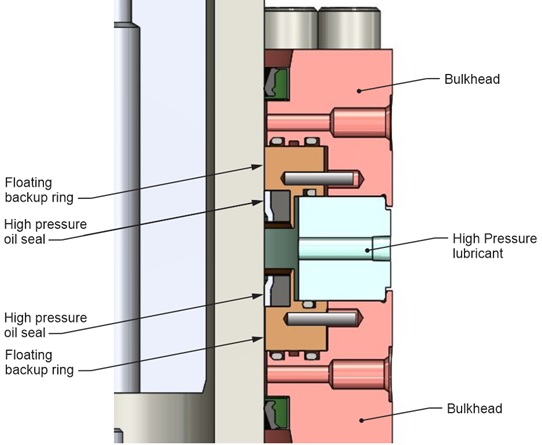
The test configuration is shown in Figure 2. During testing, the dynamic runout at the upper seal location was 0.0060” and the runout at the lower seal location was 0.0045”. The PN 750-1-318 high pressure oil seals were mounted in our patented floating metal backup rings, which move laterally to accommodate shaft misalignment, deflection, and runout. This feature allows the extrusion gap clearance to be very small, for improved high-pressure seal performance.
In our experience, the upper oil seal normally outperforms the lower oil seal in this test fixture arrangement. This test was no different. The upper seal was in excellent condition at the conclusion of the 320-hour test, while the lower seal had significant wear but was still functional. The main reason the lower seal remained functional despite the damage was the additional lip width provided by the “Super-Wide” Seal design.
Subsequent high-pressure oil seal development
The PN 750-1-318 seal was the first Super-Wide Plastic Lined™ oil seal design. It has a nominal axial width of 0.400” and requires a 0.465” wide housing groove. We are now able to manufacture Super Wide Plastic Lined oil seals with a nominal axial width of 0.360” that fit a groove width of 0.425”.
We have also developed an “Extra Wide Plus” Plastic Lined™ oil seal that has a dynamic lip width that is mid-way between our “Extra Wide” and “Super Wide” Seals™. The first Extra Wide Plus Plastic Lined Seals™ we manufactured (PN 749-1-318) have an axial width of 0.340” and fit in the same 0.400” groove width as Extra Wide Seals. We are now able to manufacture Extra Wide Plus Seals™ with a 0.297” nominal axial width that fit in a 0.360” wide housing groove.
Contact our staff for assistance in implementing the best high-pressure oil seal for your application.