We have completed separate effects testing of the key components of a new rotary seal arrangement that enables rotary control devices (RCDs) to operate without the aid of an external lubricant pressurization system. The sealing arrangement is comprised of two rotary seals with a pressurized barrier lubricant between them, a small local compensating piston, and a self-actuating lubricant return valve. This arrangement is shown schematically in Figure 1.
This sealing arrangement has four key advantages. First, the differential pressure acting across the outboard barrier seal remains low because the small local compensating piston balances the barrier lubricant pressure to the drilling fluid pressure. This helps the barrier seal exclude abrasive drilling fluid. Second, the inboard rotary seal (BDRP® seal) operates in a clean lubricated environment. The clean lubricated environment is beneficial for high-pressure seal performance. Third, the local compensating piston and lubricant return valve take the place of an external lubricant pressurization system. This can significantly reduce the cost of the RCD. Fourth, if either RCD seal fails, or the valve fails in the open position, one RCD seal remains effective.
We have performed numerous laboratory tests of barrier seals run against abrasive drilling fluids at RCD seal operating conditions. In tests with the seal lubricant pressure balanced to the drilling fluid the rotary seals ran for hundreds of hours with little to no abrasive wear. When the drilling fluid was at a higher pressure than the seal lubricant the seals failed in days or hours depending on the differential pressure.
In previous blogs we summarized rotary seal testing of 10.49” BDRP high-pressure seals run at RCD conditions. One test was run at 170 RPM and 1,000 psi. Two tests were run at 75 RPM and 1,500 psi. Another test was run at 100 RPM and 1,500 psi. The tests were all run longer than the 100 hour minimum duration established by API 16RCD with the shortest one being 179 hours.
The patented lubricant return valve is the key for using the BDRP seal in RCDs. An aggressive hydrodynamic geometry enables the BDRP seal to pump lubricant from a low-pressure lubricant reservoir, such as the RCD bearing lubricant region, into the high-pressure barrier lubricant region. The hydrodynamic pumping related seal leak rate is as high as 20 ml/hour at RCD seal conditions. The self-actuating lubricant return valve returns the bearing lubricant that is pumped into the barrier lubricant region back to the bearing lubricant region. This ensures that the bearings are not starved of lubricant and that the BDRP seal has a continuous supply of lubricant.
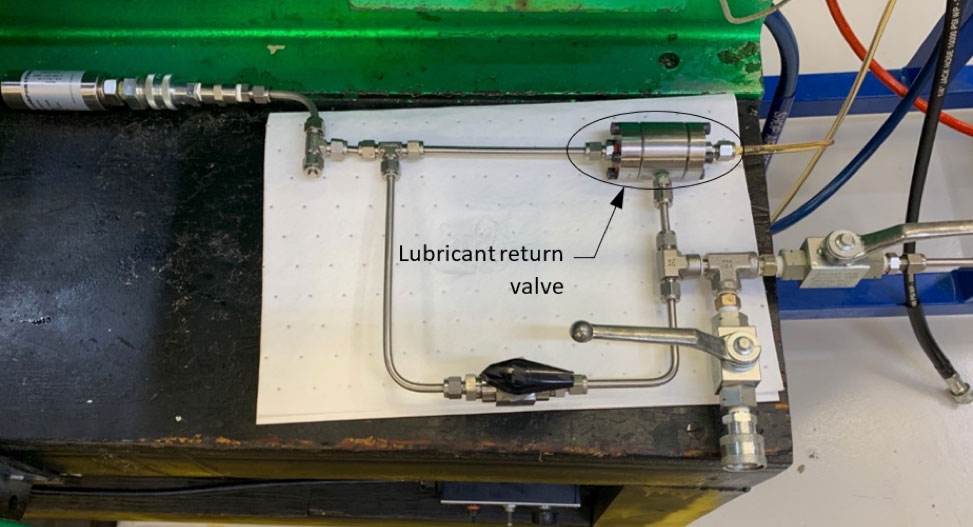
We subjected a small self-actuating lubricant return valve to bench testing (Figure 2). The test consisted of 300 cycles of increasing the barrier lubricant pressure until the valve vented, and then reducing the barrier fluid pressure back to the environment fluid pressure. The environment fluid pressure (simulating drilling fluid pressure) was kept constant at 1,000 psi. The valve vented into a reservoir that was vented to atmosphere. The lubricant return valve internals are small and can be implemented into the seal housing of an RCD. For convenience we implemented the valve internals in a stand-alone housing.
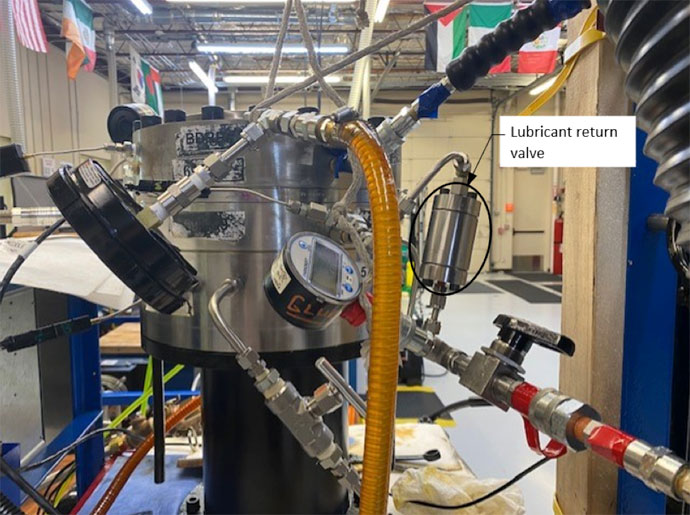
The same valve was tested for 450 hours in an arrangement that included a barrier seal and a high-pressure rotary seal. The environment fluid pressure was held constant at 750 psi for more than 200 hours and at 1,000 psi for more than 200 hours. The high-pressure seal pumping rate was around 10 ml/hour during this testing. The 2.75” rotary shaft seal test setup is shown in Figure 3.
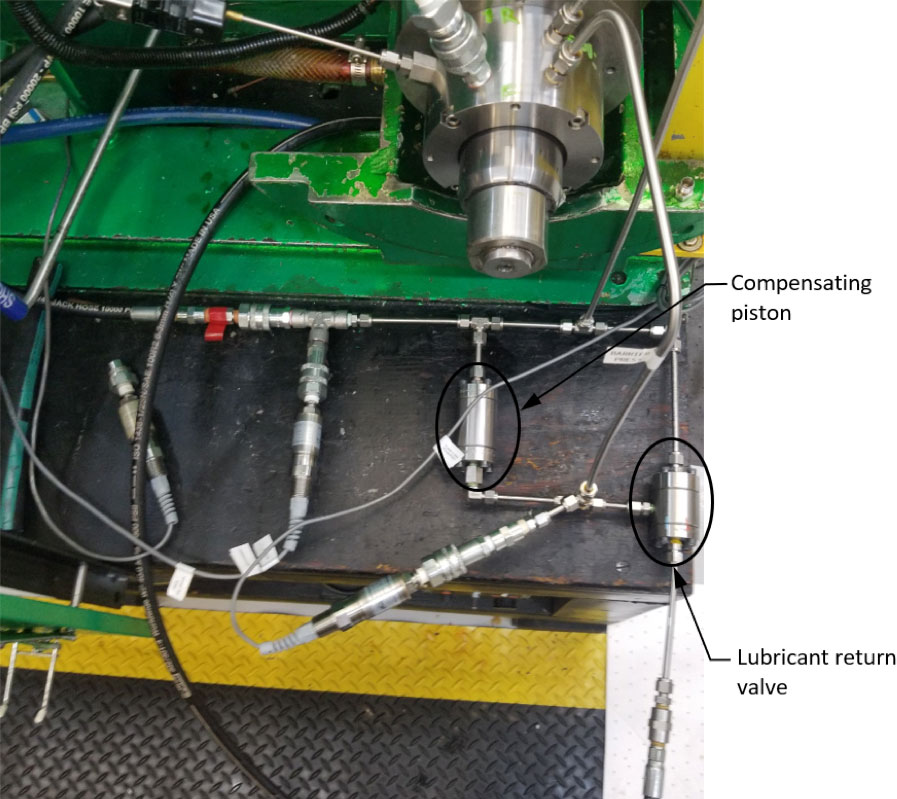
To confirm that the system operates as intended the RCD sealing system was tested in a setup that included a barrier seal, BDRP high-pressure seal, a small compensating piston, and the lubricant return valve. The test was run for 24 hours. See Figure 4.
Contact our engineering staff to discuss how to implement this exciting new rotary sealing arrangement in your RCD product line.
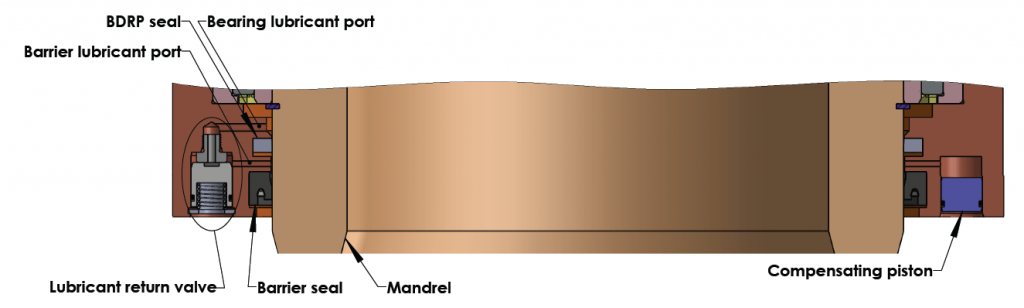
Figure 1 RCD rotary seal arrangement with a barrier seal, high-pressure BDRP seal, compensating piston, and lubricant return valve.[/caption]